9 Common Defects in using PVC Compound for Pipe Fittings Production
9 Common Defects and Detailed Solutions in PVC Compound Production for Pipe Fittings

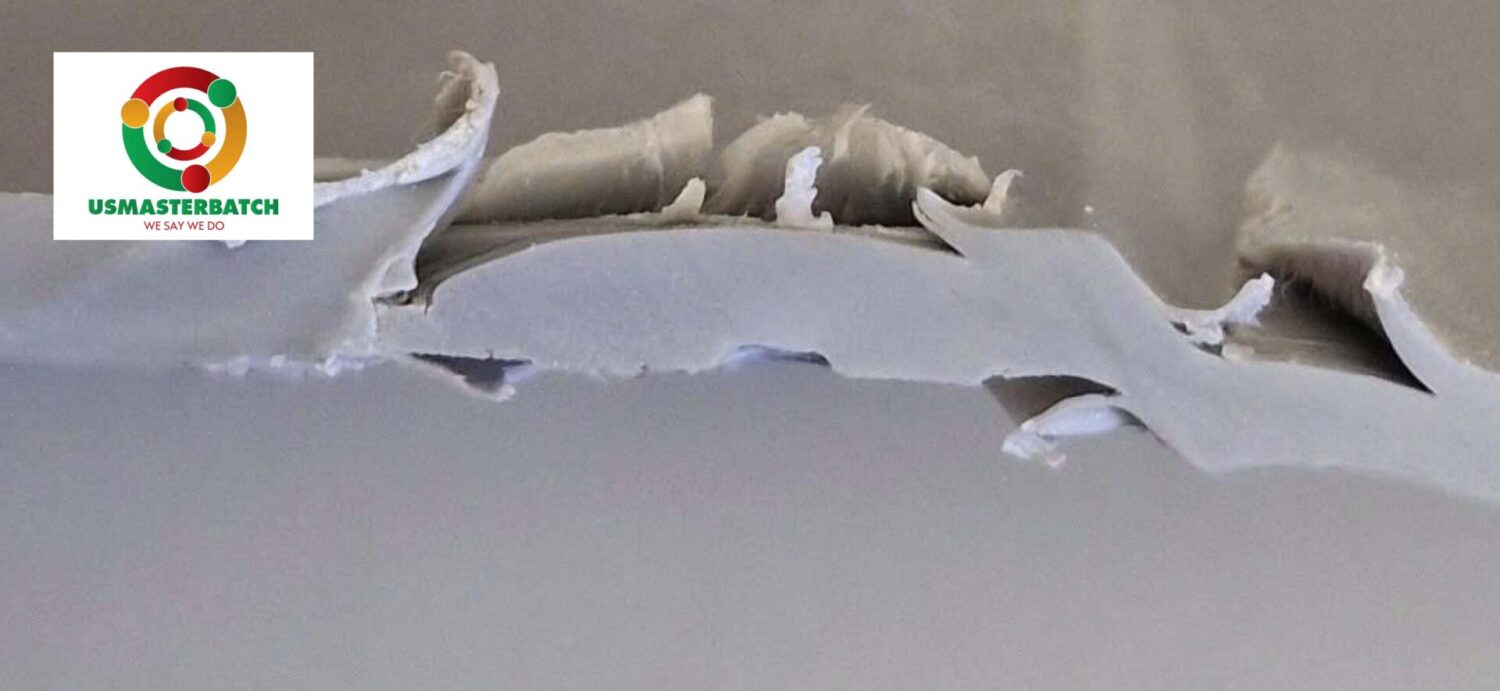
1. Defect: Brittleness / Cracking
Causes:
- Incomplete Fusion/Gelation.
- Insufficient amount of Impact Modifier or Plasticizer.
- Processing temperature is too low (insufficient energy for fusion).
- Using PVC resin with a very low K-value.
Solutions:
- Enhance the use of Processing Aid (ACR) and Impact Modifier (CPE/ABS).
- Increase the barrel temperature profile and/or holding pressure in injection molding.
- Control the high-speed mixing temperature to reach the optimal Fusion Temperature range of 110°C – 125°C to ensure complete homogenization.
- Use K-67 to K-71 resin for pressure fittings.
2. Defect: Poor Surface Finish (Rough, Pitting, Matte)
Causes:
- Poor dispersion of raw materials (powder/additives) during mixing.
- Residual moisture in the compound or filler.
- Imbalance between Internal Lube and External Lube.
- Overheating during extrusion/molding causing additive volatilization or slight degradation.
Solutions:
- Increase the time and speed of high-speed mixing to achieve uniform dispersion.
- Dry the compound/raw materials before processing.
- Balance the Lube system: Slightly increase External Lube (PE Wax, Paraffin) for gloss, but avoid excess to prevent plate-out.
- Lower the temperature of the metering zone and die head if signs of burning/volatilization are observed.
3. Defect: Poor Fusion / Delamination
Causes:
- Low degree of fusion (incomplete gelation).
- Extrusion/injection speed is too fast, giving insufficient heating time.
- Screw design does not generate enough shear stress.
Solutions:
- Increase ACR in the formulation to promote the fusion process.
- Adjust the screw speed (slightly decrease) to increase the residence time and degree of fusion.
- Slightly increase the processing temperature or increase the Back Pressure in injection molding to boost shear friction.
- Check the heat stabilizer system and supplement if necessary to maintain material stability throughout the fusion process.
4. Defect: Low Impact Strength, Low Elongation
Causes:
- Insufficient amount of Impact Modifier such as CPE, ACR.
- Poor homogeneity of the compound.
- Unstable quality of the input PVC resin.
Solutions:
- Add an appropriate amount of CPE or ACR to the formula to increase toughness.
- Control the mixing process to ensure uniform dispersion of the Modifier in the compound.
- Use resin from reliable suppliers with the appropriate K-value (typically K-67).
5. Defect: Yellowing / Discoloration
Causes:
- Thermal Degradation due to excessively high temperatures in certain zones.
- Insufficient heat stabilizer to protect PVC during processing.
- High friction due to lack of Internal Lube or excessive screw speed.
- Excessive material residence time in the machine.
Solutions:
- Increase the amount of heat stabilizer (Ca-Zn) or combine with Tin Stabilizer (if necessary).
- Reduce localized temperature (especially in the die head and nozzle area).
- Increase Internal Lube to reduce frictional heat generation.
- Shorten the material residence time by optimizing the cycle or speed.
6. Defect: Bubbles / Voids
Causes:
- High moisture content in the compound or filler.
- Decomposition due to heat, generating gas.
- Excessive plasticization, causing some additives to volatilize easily.
Solutions:
- Mandatory drying of raw materials before extrusion/injection molding.
- Control the heat profile and reduce the temperature if degradation is detected.
- Check and replace easily volatile additives with those that have a higher volatilization temperature.

7. Defect: Failure to Meet Standard Pressure (PN10, PN16, …)
Causes:
- Use of unsuitable K-value resin for pressure fittings.
- Low tensile and impact strength due to insufficient Modifier.
- Inhomogeneous product due to poor fusion.
Solutions:
- Select K-67/68 resin for pressure fittings.
- Optimize the amount of ACR & CPE to improve mechanical strength.
- Check the Fusion Level and optimize screw speed and temperature to achieve high homogeneity.
8. Defect: Color Inconsistency
Causes:
- Masterbatch (Color Concentrate) poorly dispersed.
- Unstable temperature during extrusion/injection molding.
- Masterbatch quality is incompatible with the base compound.
Solutions:
- Use high-quality and compatible PVC-based Masterbatch.
- Increase mixing time and speed to ensure color dispersion.
- Maintain stable temperature during processing to prevent color changes due to heat.
9. Defect: Sink Marks / Excessive Shrinkage
Causes:
- Mold temperature is too high or cooling time is too short.
- Holding Pressure is insufficient to compensate for material shrinkage.
- Product wall thickness is too thick or non-uniform.
Solutions:
- Reduce the mold temperature for faster and more effective cooling.
- Increase the Holding Pressure and Holding Time (Packing Time) to compact the material and compensate for shrinkage.
- Increase the Cooling Time.
- Optimize the gate location and size for easy material filling and compression.